Le portfolio BUT3 constitue la pièce finale dans mon parcours en BUT GEII. Contrairement aux années précédentes, il n’a pas été pensé comme un simple document PDF qui servait comme complément à un rapport, mais comme une vitrine web complète, structurée et argumentée. Il s’appuie sur une partie de mon alternance chez Refresco, où j’ai été confronté à des problématiques industrielle réelles, de diagnostic de mesure, de formalisation des procédures de maintenance et des migration des systèmes de sécurité.
BUT3 • 2025-2026
Introduction
Le BUT3 représente pour moi la fin de mon histoire comme étudiant GEII. Commençant par mon BUT1 qui m'a appris les bases d’un système du type GEII, puis où mon BUT2 m’a permis d'entrer dans le terrain industriel du cote academique à travers mon stage chez GOZOKI, pour en conclure avec cette troisième année en alternance chez Refresco. Je n’ai pas seulement eu à exécuter une tâche ou à observer un fonctionnement systeme, j'ai eu à defendre mon savoir-faire etant un technicien GEII capable de se prouver dans le terrain à la fin de ses études. C’est cette évolution que j’ai voulu montrer ici. Ce portfolio ne cherche donc pas seulement à lister des missions, mais à expliquer comment elles m’ont permis de consolider une posture plus technique, plus structurée et plus professionnelle.
Résumé
Portfolio de fin de BUT Génie Électrique et Informatique Industrielle (GEII), parcours de spécialisation Automatisme et Informatique Industrielle (AII), construit à partir de quatre situations industrielles réelles vécues en alternance chez Refresco, afin de montrer l’acquisition des compétences de conception, vérification, maintenance et intégration d'un technicien GEII.
Points clés
Devoillement d’une posture plus affirmée de technicien GEII, capable de se prouver sur le terrain
Mise en evidence de la qualité de mes savants-faire techniques à travers des situations industrielles concrètes
Missions industrielles réelles, avec des responsabilités de plus en plus marquées.
Présence de traces terrain, de documents techniques et de validations
Prise de recul plus marquée que dans les portfolios précédents
Compétence 31
Concevoir
Cette compétence montre ma capacité à ne pas seulement remplacer un composant par un autre, mais à justifier ce choix technologique à partir d’un besoin réel à travers d’un dysfonctionnement observé sur place et d’une validation progressive allant de la recherche documentaire jusqu’aux essais terrain.
AC31.02
Prouver la pertinence de ses choix technologiques
Ce que j’ai fait
Dans le cadre de l’optimisation du système de détection en sortie de la ligne L1, pour les produits fini en format 0,25 L, j’ai travaillé sur un problème de comptage des produits finis juste avant la phase de palettisation causé par un capteur ultrason installé dans l'ensemble de la ligne de production. Le système existant reposait sur ce capteur chargé de détecter le passage des paquets, mais celui-ci présentait des erreurs de détection récurrentes, laissant passer certains produits sans les comptabiliser correctement. Ce problème impactait directement la fiabilité du suivi de production. Dans ce contexte, mon responsable m’a confié la mission d’identifier une solution alternative plus adaptée aux contraintes de l’installation, avec un objectif clair : sélectionner puis intégrer un capteur capable de détecter de manière fiable les paquets à courte distance, de générer un signal précis à chaque passage de produit, de s’adapter à l’environnement industriel en filtrant les perturbations liées à l’arrière-plan ou aux variations de surface, et enfin de garantir une stabilité de détection sur convoyeur.
Comment j’ai fait
Commencer par reformuler le problème observé sur ligne sous la forme d’un besoin technique clair, proche d’un cahier des charges fonctionnel
M’appuyer sur la documentation constructeur et sur plusieurs datasheets de capteurs industriels, notamment via le catalogue SICK, afin de comparer plusieurs solutions possibles
Analyser les critères les plus importants pour cette application : détection courte distance, stabilité du signal, répétabilité, immunité aux perturbations environnementales et adaptation à des objets présentant des variations de surface
Identifier le capteur photoélectrique SICK WTB9M4-3P3411S14 comme solution pertinente grâce à sa détection fiable à courte distance, sa fonction teach-in pour l’apprentissage du seuil de détection, sa bonne immunité aux perturbations et sa capacité à mieux gérer ce type d’objet
Présenter ensuite cette solution à mon responsable avec une explication argumentée de son fonctionnement et de sa pertinence au regard du besoin réel de la ligne
Réaliser une première phase de tests en conditions simulées au bureau, avec des paquets de jus similaires à ceux de la ligne, afin de régler la distance de détection et de valider la répétabilité du signal
Participer ensuite à l’intégration sur la ligne L1 en déposant le capteur ultrasonique existant, en installant le capteur photoélectrique et en adaptant mécaniquement l’implantation grâce à la conception d’un support en collaboration avec un technicien de reconditionnement
Effectuer le positionnement et le réglage final sur convoyeur, puis faire tester le système en conditions réelles de production jusqu’à validation par un automaticien
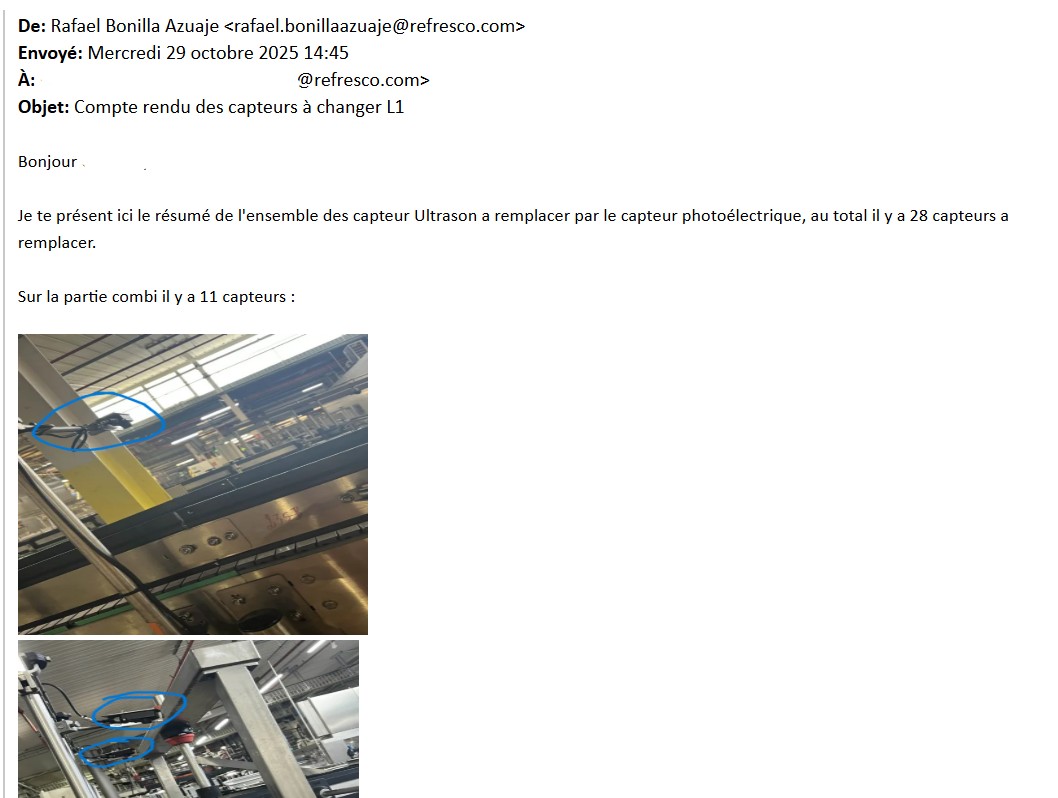
Prolonger enfin la mission dans une logique d’industrialisation et de déploiement en consultant le magasin de maintenance pour obtenir des devis, en identifiant les capteurs à remplacer sur L1 et en échangeant avec les responsables d’îlots L1, L3 et L4 afin d’estimer les besoins à plus grande échelle
Rédiger un compte rendu transmis pour appuyer la prise de décision concernant le remplacement progressif des capteurs à ultrasons sur différentes lignes du site
Ce que j’en conclus de ce travail
Cette mission m’a appris qu’un choix technologique pertinent ne consiste pas simplement à préférer un composant plus récent ou plus séduisant sur le papier. Il faut d’abord comprendre précisément le besoin, les contraintes de l’application, puis confronter les solutions possibles à des critères réels de fonctionnement. Dans ce cas précis, le passage d’un capteur ultrasonique à un capteur photoélectrique n’avait de sens que parce qu’il répondait mieux à la détection courte distance, à la stabilité du signal et à la répétabilité du comptage sur convoyeur. Ce travail m’a aussi permis de progresser dans la lecture de datasheets, dans la comparaison argumentée de solutions et dans le passage d’une validation théorique à une validation terrain complète. Enfin, j’ai compris qu’un choix technologique prend encore plus de valeur lorsqu’il ne résout pas seulement un cas isolé, mais qu’il peut être transposé à l’échelle d’un site entier dans une logique d’amélioration continue.
Capteur retenu
Référence étudiée puis retenue après analyse comparative des solutions.
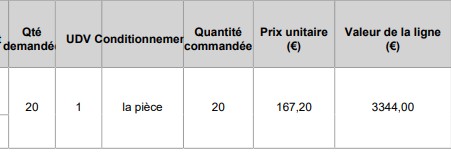
Approvisionnement
Premiers devis consultés dans la logique de déploiement sur site.
Repérage terrain
Compte rendu transmis pour identifier les capteurs à remplacer sur les lignes.
Compétence 32
Vérifier
Cette compétence met en avant ma capacité à analyser un dysfonctionnement de façon méthodique, à formuler des hypothèses réalistes, à confronter ces hypothèses à des mesures indépendantes et à distinguer un défaut de procédé d’un défaut de chaîne de mesure.
AC32.01
Évaluer la cause racine d’un dysfonctionnement
Ce que j’ai fait
Dans le cadre de la validation de la compétence Vérifier en BUT3, j’ai été amené à intervenir avec le service utilités sur un dysfonctionnement du système de régulation du pH d’une cuve de neutralisation intégrée au traitement des eaux du site. Cette cuve joue un rôle important, elle s'en occupe de la neutralisation du pH conforme aux exigences du site. Le problème observé venait du fait que les valeurs de pH transmises à l’automate de supervision et affichées sur l’IHM étaient incohérentes : certaines devenaient négatives, ce qui est physiquement impossible, tandis que d’autres sortaient largement des seuils tolérés, avec des mesures relevées entre 2,4 et 2,7 alors qu’un pH attendu entre 3,2 et 3,7 était visé. Mon objectif était donc d’identifier l’origine réelle du dysfonctionnement et de vérifier si le problème venait du procédé lui-même ou du système de mesure.
Comment j’ai fait
Commencer par une phase d’immersion terrain aux côtés d’un technicien afin d’observer le fonctionnement global de la zone de traitement des eaux et de comprendre les différentes étapes du procédé de neutralisation
Analyser les valeurs affichées sur l’IHM en temps réel pendant environ trente minutes afin de confirmer que leur comportement était bien incohérent avec le fonctionnement attendu du système
Formuler plusieurs hypothèses crédibles de dysfonctionnement, notamment un défaut de polarité du capteur, un problème de calibration ou une usure / dérive du capteur
Étudier la chaîne de mesure dans son ensemble, en prenant en compte le capteur de pH, l’armoire et l’IHM, sans identifier d’anomalie de câblage immédiatement évidente
Proposer ensuite une vérification indépendante par mesure directe afin de sortir d’un raisonnement fondé uniquement sur les valeurs affichées par le système automatisé
Réaliser un prélèvement d’eau sur le circuit de la cuve de neutralisation et analyser cet échantillon avec un pH-mètre portable
Comparer la valeur affichée sur l’IHM à la valeur réelle mesurée sur l’échantillon et constater un écart significatif de l’ordre de 1 à 1,2 unité de pH
Confirmer ainsi que le dysfonctionnement provenait bien du système de mesure et non du procédé de neutralisation lui-même
Identifier finalement une dérive de calibration du capteur de pH comme cause réelle du problème
Mettre en œuvre la correction par recalibration du capteur conformément à la procédure interne, puis vérifier la cohérence des mesures après intervention
Relier enfin cette dérive possible à l’environnement électrique du système, avec l’hypothèse de microcoupures susceptibles de perturber ponctuellement la stabilité des mesures
Ce que j’en conclus de ce travail
Cette mission m’a appris qu’un bon diagnostic en instrumentation industrielle ne doit jamais se limiter à ce que l’automate ou l’IHM affichent. Même lorsqu’un système semble donner une réponse immédiate, il faut prendre le temps de replacer le problème dans le procédé réel, de comprendre ce que le système devrait faire, puis de confronter les hypothèses à une mesure indépendante. Ici, le point décisif a été la comparaison entre la valeur affichée et la valeur mesurée sur échantillon, car elle a permis d’écarter un défaut du procédé lui-même et de recentrer le diagnostic sur la chaîne de mesure. Ce travail a renforcé ma rigueur dans la formulation d’hypothèses, dans la validation expérimentale et dans la distinction entre symptôme, défaut apparent et cause racine. J’en retiens aussi qu’en environnement industriel, un problème de mesure peut être lié à des éléments moins visibles comme l’environnement électrique, ce qui impose de garder une vision globale du système et non seulement du capteur lui-même.
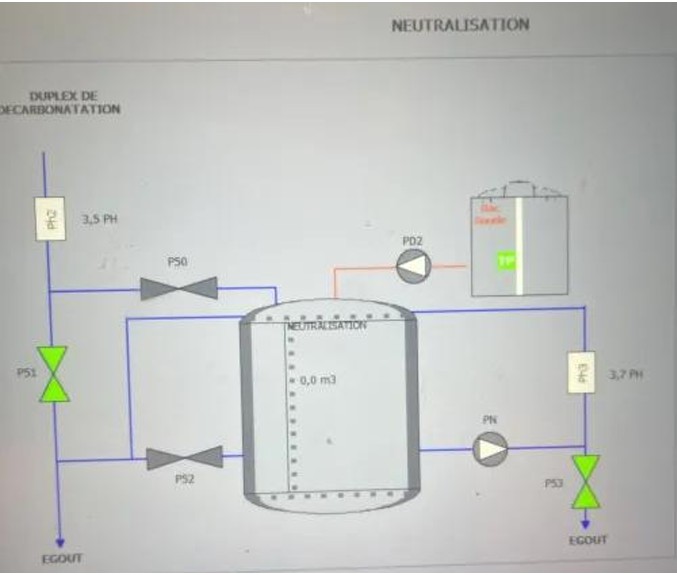
Cuve de neutralisation
Contexte terrain du diagnostic sur la régulation du pH.
Observation IHM
Support utilisé pour constater les incohérences de mesure.
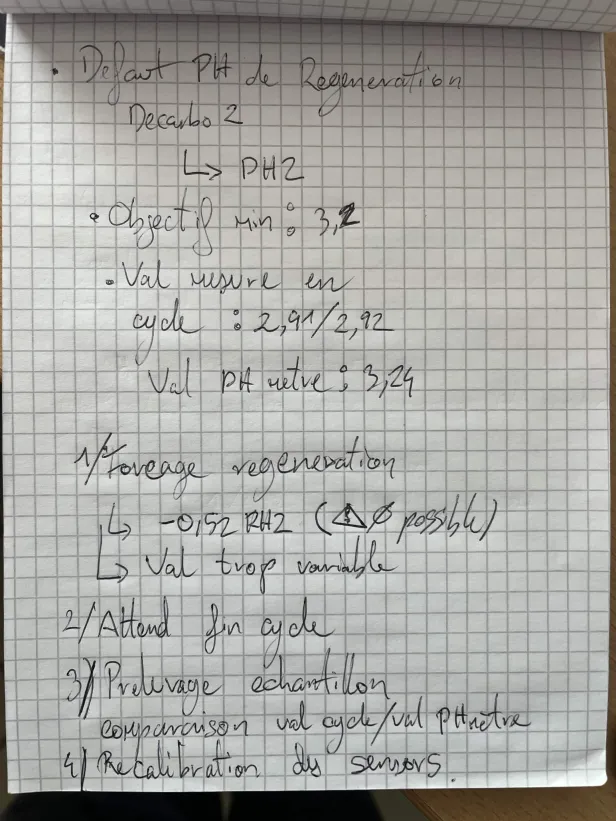
Diagnostic et recalibration
Trace du raisonnement suivi puis de la correction mise en œuvre.
Compétence 33
Maintenir
Cette compétence illustre ma capacité à transformer un savoir-faire terrain en document technique exploitable, dans une logique de maintenance structurée, de réduction des arrêts de production et de standardisation des pratiques.
AC33.03
Produire une procédure de maintenance
Ce que j’ai fait
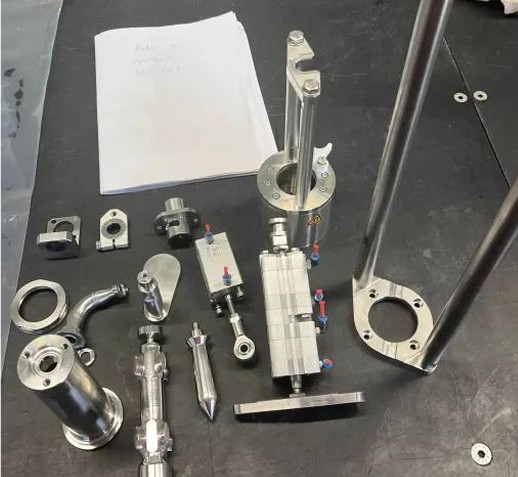
Dans le cadre de mes missions au sein du service maintenance, j’ai été impliqué dans une problématique à fort impact industriel liée au nettoyage des lignes de production lors des changements de production. Le nettoyage complet d’une ligne, réalisé par les équipes de production, peut nécessiter jusqu’à 7 à 8 heures d’arrêt, ce qui représente une perte de production très importante, estimée autour de 100 000 bouteilles par heure. En parallèle, certaines opérations spécifiques, notamment le nettoyage des becs FMA, organes critiques du système de remplissage car ils representent le dernier point de contact avec le produit avant son bouteillage , étaient déjà réalisées par le service de reconditionnement selon un savoir-faire réel mais non formalisé. Dans ce contexte, mon responsable m’a confié la mission de formaliser cette procédure permettant de remplacer partiellement le nettoyage complet par une intervention ciblée, plus rapide mais tout aussi fiable sur le plan sanitaire.
Comment j’ai fait
Mener la mission en immersion terrain pendant environ un mois en collaboration avec un technicien de reconditionnement et un autre alternant
Observer en détail les opérations de démontage, nettoyage et remontage des becs FMA afin de comprendre la logique réelle de l’intervention
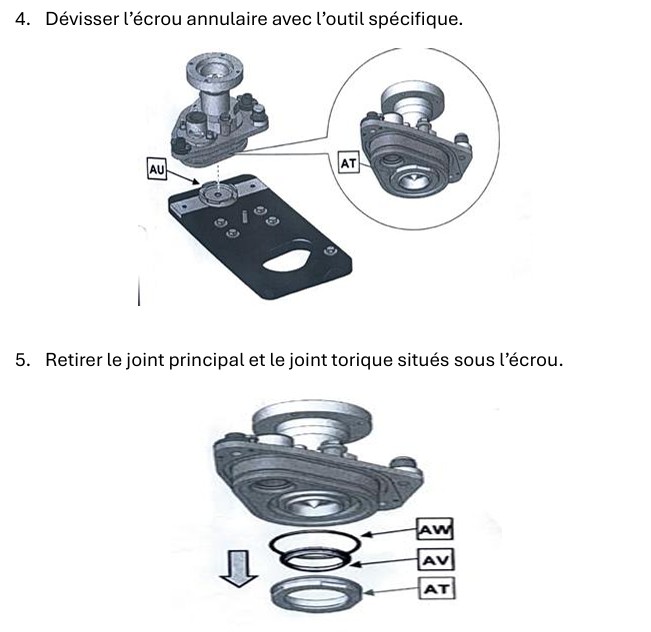
Identifier les composants critiques, notamment les joints, les organes internes et les zones directement en contact produit
Analyser les contraintes aseptiques, les outils, les produits et les conditions nécessaires pour garantir une intervention conforme
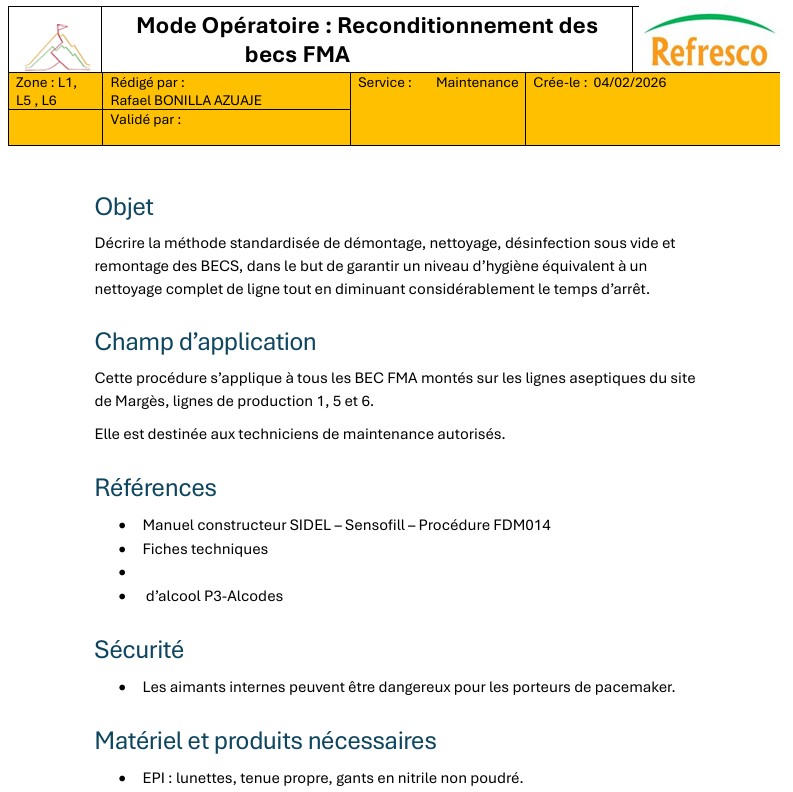
Rédiger à partir de ces observations un mode opératoire complet, structuré et directement exploitable par les équipes terrain
Intégrer dans le document la préparation de la zone aseptique avec désinfection du plan de travail, des outils et des EPI
Décrire précisément les étapes de démontage du bec FMA, le remplacement systématique des joints critiques, les opérations de nettoyage et de désinfection, puis les étapes de remontage
Faire apparaître clairement les exigences techniques de l’intervention, comme l’utilisation de produits spécifiques, les couples de serrage contrôlés et les tolérances de réglage précises par le groupe Sidel.
Ajouter les contrôles finaux nécessaires, notamment l’étanchéité, la mobilité, la conformité, le conditionnement et la traçabilité des équipements
Faire évoluer le document à travers plusieurs cycles d’amélioration jusqu’à obtenirune version qui puisse répondre aux exigences de mon responsable, du service reconditionnement et du service QSE
Transmettre enfin le mode opératoire pour validation officielle en vue d’une mise en place opérationnelle sur le site
Ce que j’en conclus de ce travail
Cette mission m’a montré qu’une procédure de maintenance utile ne se limite pas à décrire une suite de gestes. Elle doit rendre explicite une logique d’intervention, transmettre les points critiques, garantir la reproductibilité et sécuriser le résultat final. Ce travail m’a aussi appris à traduire un savoir-faire métier parfois implicite en document normé, clair et réellement exploitable par d’autres techniciens. L’enjeu était d’autant plus important qu’il ne s’agissait pas d’un simple confort documentaire, mais d’un levier potentiel de réduction majeure des temps d’arrêt, avec un passage estimé de 7–8 heures à 1–2 heures si la procédure est pleinement validée. Avec du recul, c’est probablement l’une des missions qui m’a le plus fait progresser en rédaction technique, parce qu’elle m’a obligé à faire le lien entre maintenance, sécurité alimentaire, standardisation, collaboration interservices et amélioration continue.
Observation terrain
Étude du démontage, du remontage et des composants du BEC FMA.
Éléments critiques
Repérage des joints et organes sensibles à intégrer dans la procédure.
Mode opératoire
Formalisation des étapes, exigences d’hygiène, réglages et contrôles.
Compétence 34
Intégrer
Cette compétence met en évidence ma capacité à préparer l’intégration d’un nouvel équipement de sécurité dans une installation existante, à anticiper les contraintes de migration et à organiser méthodiquement sa validation fonctionnelle.
AC34.01
Planifier l’installation et la mise en service d’un nouvel équipement
Ce que j’ai fait
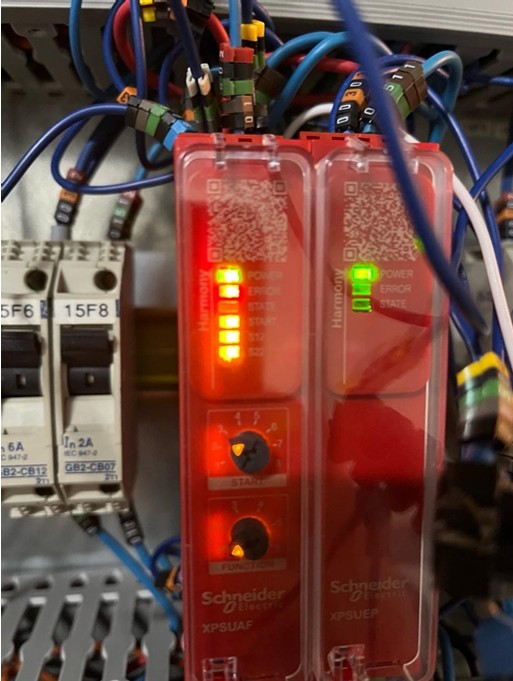
Dans le cadre d’une opération de maintenance et de modernisation d’installation, j’ai participé à la migration d’un relais de sécurité obsolète de la gamme Preventa XPS-AR vers une architecture plus récente de la gamme Harmony XPSU. L’objectif n’était pas seulement de remplacer un matériel ancien, mais d’assurer une migration fonctionnelle complète de la logique de sécurité existante, sans perte de fonctionnalité, tout en garantissant la continuité des fonctions critiques comme l’arrêt d’urgence, le réarmement et les sorties de sécurité. Le nouveau système retenu reposait sur une architecture modulaire composée d’un module principal XPSUAF13AP, chargé de la logique de sécurité, et d’un module d’extension XPSUEP14AP, destiné à étendre les sorties de sécurité.
Comment j’ai fait
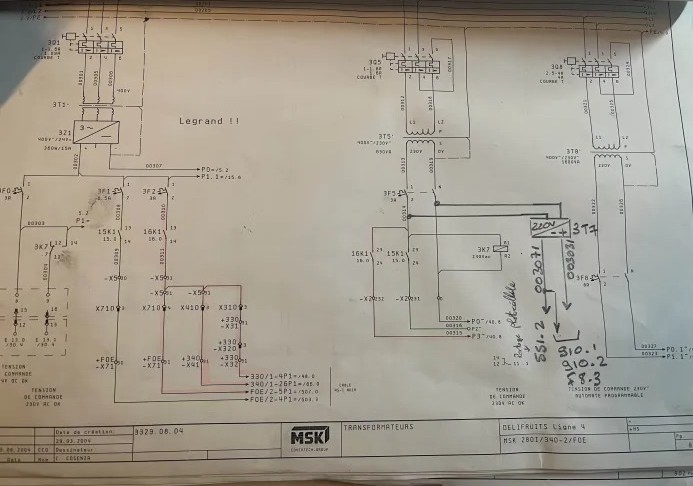
Commencer par une phase d’analyse préalable du système existant afin de comprendre précisément le rôle du relais Preventa XPS-AR dans l’installation
Identifier les fonctions critiques assurées par le relais, notamment la gestion des deux canaux de sécurité, le contrôle du circuit de réarmement, la validation de la mise en service et le pilotage des sorties de sécurité
Repérer les bornes principales de l’ancien système et comprendre que certaines fonctions spécifiques, notamment S37 / S52, ne devaient pas être recâblées à l’identique car elles étaient directement intégrées dans la logique interne du nouveau système XPSU
Préparer la migration non pas comme un simple recopier-coller du câblage existant, mais comme une analyse fonctionnelle conducteur par conducteur
Organiser la reprise de l’alimentation vers le module principal et le module d’extension, la migration des deux canaux de sécurité et le transfert du circuit de réarmement
Prévoir la répartition des sorties de sécurité entre le module principal et le module d’extension afin de conserver la structure fonctionnelle de l’installation
Prendre en compte plusieurs contraintes terrain, comme les différences d’implantation des bornes entre ancien et nouveau relais, la longueur insuffisante de certains câbles et la complexité de réintégration complète de la chaîne d’arrêt d’urgence
Réaliser avec l’automaticien une adaptation spécifique en prolongeant un câble entre un armario en atelier, un pupitre de commande et l’armoire contenant le relais de sécurité afin de rétablir l’intégralité des fonctions attendues
Terminer par une phase de validation complète avec vérification des entrées de sécurité, test du réarmement, validation des arrêts d’urgence et contrôle des sorties de sécurité
Ce que j’en conclus de ce travail
Cette mission m’a fait comprendre qu’intégrer un nouvel équipement dans une installation existante, surtout lorsqu’il s’agit de sécurité industrielle, ne peut jamais se réduire à un remplacement matériel. Il faut d’abord reconstruire la logique fonctionnelle du système, comprendre ce qui doit être repris à l’identique, ce qui change avec la nouvelle architecture et ce qui doit être adapté sans compromettre la sécurité. Ce travail a renforcé ma lecture de schémas électriques, ma compréhension des chaînes de sécurité et ma capacité à anticiper les difficultés réelles du terrain. J’ai aussi retenu qu’une mise en service réussie dépend autant de l’anticipation que du câblage lui-même : il faut prévoir les écarts entre ancien et nouveau matériel, gérer les contraintes physiques de l’installation puis valider méthodiquement chaque fonction critique avant de considérer le système comme réellement remis en service.
Architecture de migration
Passage d’un relais centralisé obsolète vers une architecture modulaire Harmony XPSU.
Analyse fonctionnelle
Compréhension des bornes critiques avant migration du câblage.
Validation finale
Tests des arrêts d’urgence, du réarmement et des sorties de sécurité après intervention.
Galerie récapitulative
Choix du capteur
Étude de la solution photoélectrique retenue pour la sortie de ligne L1.
Devis et déploiement
Consultation de fournisseurs dans la logique de généralisation du remplacement.
Repérage terrain
Compte rendu de repérage des capteurs à remplacer sur les lignes.
Cuve de neutralisation
Zone concernée par l’analyse du dysfonctionnement de mesure du pH.
Observation IHM
Visualisation du procédé et des valeurs incohérentes affichées.
Diagnostic pH
Notes de terrain et recalibration du système de mesure.
Observation BEC FMA
Étude détaillée des opérations de démontage et de remontage.
Joints et pièces critiques
Repérage des zones en contact produit à intégrer dans la procédure.
Procédure rédigée
Extrait du mode opératoire formalisé pour validation QSE.
Migration sécurité
Modernisation du système de sécurité par architecture Harmony XPSU.
Logique de câblage
Analyse fonctionnelle préalable à la migration du relais.
Validation sécurité
Contrôle final des entrées, sorties et arrêts d’urgence.